TECHNOLOGIES
Krasnokamsky RMZ specializes in high-quality metal working and manufacturing of steel structures and parts. The technological process of production at the plant consists of several stages:
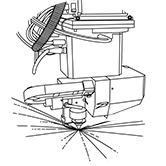
With the help of laser cutting one can obtain parts with complex contour with an accuracy of 0.05-0.10 mm out of sheet metal of maximum dimension of 1500 mm x 4000 mm and thickness:
- up to 20 mm - carbon steel;
- up to 10 mm - stainless steel;
- 6 mm - aluminum.
Bending of workpieces is carried out on Italian sheet bending equipment that ensures high precision of machining of parts with great performance. The use of bending during construction allows to reduce the number of welds.
- width - up to 4000 mm;
- thickness - up to 12 mm;
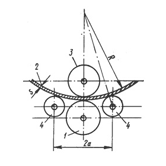
Rolling is carried out on a four-high programmable Italian rolling. The machine is equipped with a device for cone rolling, the machine design allows to exclude straight sections on the workpiece during rolling.
- width - up to 2600 mm;
- thickness - up to 20 mm ;
- minimum diameter - 220 mm.
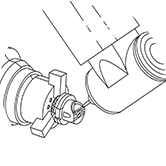
Turning and milling processing allows to perform all operations that are typical for rough and finish machining of parts with high precision. Modern turning and milling machining centers with CNC can process parts during one setup including the use of back spindle. A separate CNC milling machine performs 3-axis machining of the workpiece surfaces.
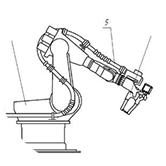
As compared with manual welding the efficiency of labor with use of robotized welding system increases by up to 3 times. It is possible to make additional programs for the welding robot , " teach " it what significantly expands the range of the welded products.
Due to the use of robot welding station we achieve exceptional weld quality indicators, 100 % compliance with GOST standards by the whole set of criteria what is confirmed by the daily results of ultrasonic testing of welds.
The Company uses two methods of painting in its technological process. Powder coating of metal or painting with liquid enamels allows to paint the product with the required color and protect it from corrosion and harmful effects. Surface preparation is carried out by grit blasting. Powder painting of metal is carried out by means of a modern electrostatic spray - this method of painting of metal products is characterized by uniform application.
The Company has got all necessary instruments for process control as well as coating quality control.
The maximum dimensions of painted products are determined by the existing system of drying chambers:
- for painting with liquid enamels by air and airless spray methods in the spraying booth of 4 x 3 x 7.5 m;
- for powder-polymer painting by electrostatic method in a chamber of 2 x 2 x 3 m.
Semi-automatic welding ensures high quality of the weld. The welding is performed on more than 30 welding posts. The equipment capabilities allow to weld both ferrous and stainless steel. .
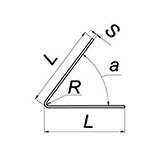
Band saws are designed for cutting of pipes and disks with a diameter of up to 240 mm and an angle of 60 * ... * +45.
Pipe bending is carried out on mechanical pipe bending machines, the maximum diameter of the workpiece is 100 mm.
Spot welding of sheet metal parts with a thickness of up to 1.5 mm, electrostatic welding (adjustment of pins, threaded rivet nuts and nuts), chamfering on special chamfering machines etc.